
Trong thiết kế các bộ phận bằng nhựa, độ dày thành của bộ phận là thông số đầu tiên được xem xét, độ dày thành của bộ phận quyết định tính chất cơ học của bộ phận, hình thức bên ngoài của bộ phận, khả năng phun của bộ phận và giá thành của một phần.Có thể nói, việc lựa chọn và thiết kế độ dày thành của bộ phận quyết định sự thành công hay thất bại của thiết kế bộ phận.
Độ dày thành phần phải vừa phải
Do đặc tính của vật liệu nhựa và quá trình phun,Độ dày thành của các bộ phận bằng nhựa phải ở mức phù hợp, không quá mỏng và không quá dày.
Nếu độ dày của tường quá mỏng, các bộ phận được tiêm khi dòng điện trở, nhựa nóng chảy khó lấp đầy toàn bộ khoang, phải có thiết bị phun hiệu suất cao hơn để đạt được tốc độ làm đầy và áp suất phun cao hơn.
Nếu độ dày của tường quá dày, thời gian làm mát các bộ phận tăng lên (theo thống kê, độ dày thành bộ phận tăng 1 lần, thời gian làm mát tăng 4 lần), chu kỳ đúc bộ phận tăng lên, hiệu quả sản xuất bộ phận thấp;đồng thời, độ dày thành quá dày dễ khiến các bộ phận bị co ngót, xốp, cong vênh và các vấn đề về chất lượng khác.
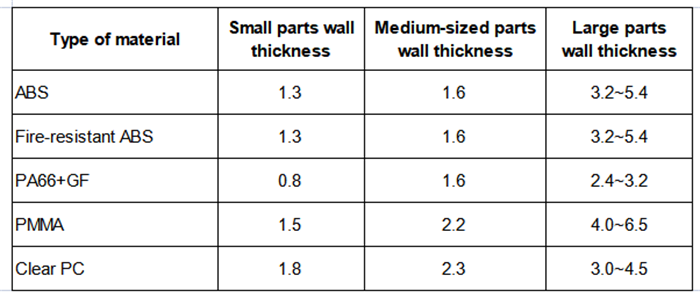
Các vật liệu nhựa khác nhau có các yêu cầu khác nhau về độ dày thành thích hợp của các bộ phận bằng nhựa, và thậm chí các nhà sản xuất nhựa khác nhau của cùng một vật liệu nhựa cũng có thể có các yêu cầu về độ dày thành thích hợp khác nhau.Các bộ phận vật liệu nhựa thường được sử dụng có phạm vi độ dày thành thích hợp được trình bày trong Bảng 1-1.Khi độ dày thành của các bộ phận bằng nhựa gần với giới hạn trên và dưới của giá trị độ dày thành thích hợp, kỹ sư thiết kế sản phẩm nên xin lời khuyên từ nhà sản xuất nhựa.
Bảng 1-1 Lựa chọn độ dày thành cho các bộ phận bằng nhựa
(đơn vị: mm)
Các yếu tố chính quyết định độ dày thành của phần nhựas:
1) Liệu cường độ kết cấu của bộ phận có đủ hay không.Nói chung, độ dày thành càng dày thì độ bền của bộ phận càng tốt.Nhưng độ dày thành của các bộ phận vượt quá một phạm vi nhất định, do độ co ngót, độ xốp và các vấn đề chất lượng khác, việc tăng độ dày thành của các bộ phận sẽ làm giảm độ bền của các bộ phận.
2) Bộ phận có thể chịu được lực đẩy khi đúc không.Nếu bộ phận quá mỏng, nó sẽ dễ bị biến dạng khi phóng ra.
3) Có khả năng chống lại lực siết trong quá trình lắp ráp.
4) Khi có miếng đệm kim loại, cường độ xung quanh miếng đệm là đủ.Sự co ngót của vật liệu nhựa nói chung và vật liệu nhựa xung quanh không đồng đều, dễ tạo ra nồng độ ứng suất, độ bền thấp.
5) Khả năng các bộ phận phân tán đều lực tác động mà chúng phải chịu.
6) Cho dù cường độ của lỗ có đủ hay không thì cường độ của lỗ cũng dễ bị giảm do ảnh hưởng của dấu hợp nhất
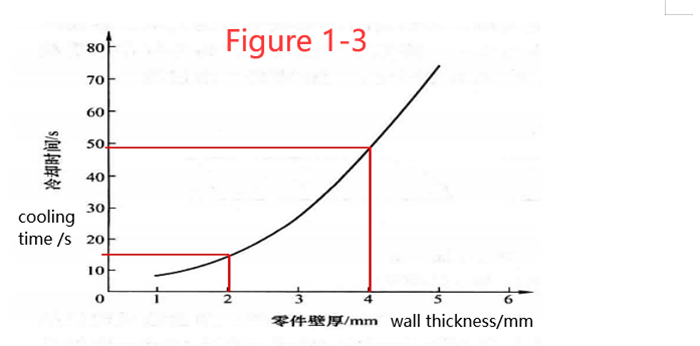
7) Với tiền đề đáp ứng các yêu cầu trên và việc ép phun sẽ không tạo ra vấn đề về chất lượng, độ dày thành của các bộ phận bằng nhựa phải càng nhỏ càng tốt, bởi vì độ dày của thành phần dày hơn sẽ không chỉ làm tăng chi phí vật liệu và trọng lượng của bộ phận, mà còn kéo dài chu kỳ đúc bộ phận, do đó làm tăng chi phí sản xuất.Hình 1-3 cho thấy mối quan hệ giữa độ dày thành và thời gian làm mát của một bộ phận bằng nhựa ABS.
Để đảm bảo và cải thiện độ bền của bộ phận, các kỹ sư thiết kế sản phẩm thường có xu hướng chọn độ dày thành bộ phận dày hơn.
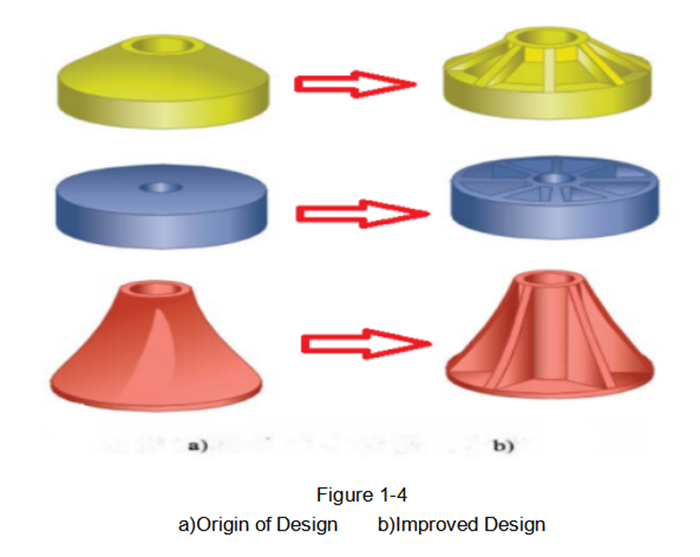
Trên thực tế, đó không phải là cách tốt nhất để đảm bảo và cải thiện độ bền của bộ phận bằng cách chọn độ dày thành bộ phận dày hơn.Độ bền của bộ phận có thể được cải thiện bằng cách thêm cốt thép, thiết kế các biên dạng bộ phận cong hoặc lượn sóng, v.v. Điều này không chỉ làm giảm lãng phí vật liệu của bộ phận mà còn rút ngắn thời gian chu kỳ ép phun của bộ phận.
Độ dày thành đồng nhất của các bộ phận
Sự phân bố độ dày thành lý tưởng nhất của các bộ phận là ở bất kỳ mặt cắt ngang nào của các bộ phận có độ dày đồng đều.Độ dày thành bộ phận không đồng đều có thể gây ra sự làm mát và co rút không đồng đều của bộ phận, dẫn đến sự co rút bề mặt của bộ phận, độ xốp bên trong, cong vênh và biến dạng của bộ phận, độ chính xác về kích thước khó đảm bảo các khuyết tật.
Ví dụ về các bộ phận bằng nhựa thông thường có thiết kế độ dày thành đồng đều được trình bày trong Hình 1-4.
Nếu không thể đạt được độ dày thành đồng nhất của bộ phận thì ít nhất cần đảm bảo rằng độ dày thành bộ phận và thành mỏng chuyển tiếp trơn tru, để tránh những thay đổi mạnh về độ dày thành của bộ phận.Sự thay đổi nhanh chóng về độ dày thành của các bộ phận ảnh hưởng đến dòng chảy của nhựa, dễ tạo ra các vết căng ở mặt sau của nhựa, ảnh hưởng đến hình thức bên ngoài của sản phẩm;đồng thời dễ dẫn đến sự tập trung ứng suất, làm giảm độ bền của chi tiết nhựa, khiến chi tiết khó chịu được tải trọng hoặc tác động từ bên ngoài.
Bốn phần của độ dày thành thiết kế độ dày thành không đồng đều như trong Hình 1-5.
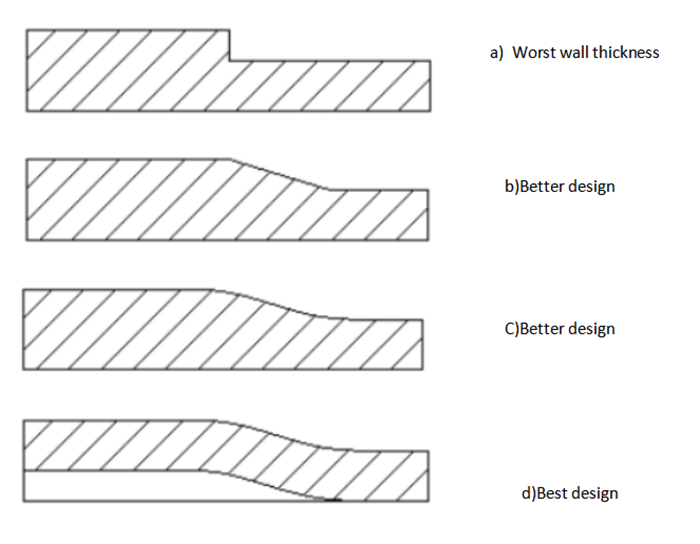
Thiết kế độ dày thành kém nhất được thể hiện ở điểm a), trong đó có sự thay đổi rõ rệt về độ dày thành của bộ phận;
Thiết kế độ dày thành tốt hơn được thể hiện trong Hình b) và c ), độ dày thành ở phần chuyển tiếp đồng nhất của thành mỏng, nói chung, chiều dài của vùng chuyển tiếp gấp ba lần độ dày;
Thiết kế độ dày thành tốt nhất được thể hiện trong hình d), không chỉ độ dày thành phần chuyển tiếp trơn tru mà còn ở độ dày thành phần sử dụng thiết kế rỗng, không chỉ để đảm bảo rằng bộ phận không bị co lại mà còn đảm bảo độ bền của các bộ phận.
Các câu hỏi khác về độ dày thành của các bộ phận bằng nhựa, vui lòng liên hệ với chúng tôi tạiadmin@chinaruicheng.com.
CẦN GIÚP ĐỠ?
Thời gian đăng: 22-12-2022